该论文发表在《烧结球团》2004第五期
济钢烧结混合料水分的在线测量与控制
周军 王兴璞 李真明 管襄华 计量处 王庆河
(济钢烧结厂)
1 前 言
济钢2×120m2烧结机自1994年投产以来,经过多次技术改造,有了很大进步,技术经济指标进入全国同类机型前三名。但是,由于济钢没有自己的矿山基地,几乎全部矿粉都从国外进口,种类较杂,粒度不均匀,含水量随季节的变化而变化较大;另外,烧结过程中单独配加的废弃物(如炼铁污泥,氧化铁皮等)特别多,因此,混合料水分控制一直是个难题。
2002年,我厂自动化装备已达到较高的水平,现场主要生产工艺设备的运转采用PLC控制,完全实现了自动开、停机。但是,烧结过程控制在我厂却完全是空白,已影响到生产的稳定和产品质量的进一步提高。为了弥补这一薄弱环节,我厂在2002年11月引进了芬兰罗德洛基公司的烧结专家控制系统。该专家控制系统包括燃料比率控制模型、返矿比率控制模型、混合料水分控制模型、混合料料量控制模型、混合料下料量控制模型及混合料点火控制模型,除混合料水分控制模型外,其他5个模型经过调试以投入生产使用,并取得了良好的经济效益。混合料水分控制模型,因采用的中子水分仪测量精度较差和响应时间滞后,难以满足工艺要求而一直无法投入生产使用。鉴于MM710红外水分仪在韶钢和首钢的成功应用,2004年1月我厂采用了北京宇宏泰公司的MM710红外水分仪,经过四个多月的试用,效果良好,参数稳定。
2 MM710系列水分仪的基本结构原理
红外线水分仪是根据OH分子键吸收特定波长的红外光能量的原理工作的。
水分仪的探头里装有一个石英卤素灯泡, 该灯发出的光线通过光学系统,产生以下两种波长的红外光束:一种为吸收波长,它的能量将被所要求检测物质里的水分子强烈吸收;另一种为参考波长,它的特点是其能量不被检测物质里的水分子吸收,但其他因素(如测量距离、材料颜色等)对它的影响与对吸收波长的影响相同。
红外光束照到物料表面,然后又部分反射回来,通过精确测量吸收波长在被物质中水分吸收前后的能量的变化,并经数学函数的计算,得出一个和被测物质水分有一定比例关系的输出信号。
3 控制方案
混合料水分控制模型硬件包括:安装在一次混合机的污泥电子调节阀、质量流量计,安装在一次混合机后混料皮带上的红外水分仪、电子皮带秤,安装在二次混合机的电子式电动调节阀、电磁流量计及PLC系统和上位机。
混合料水分控制模型是基于烧结物料平衡的原理。采取的控制方法是:根据物料中已有的水分,对一、二混要加入的水进行分配。总体原则为:主控室智能工通过上位机调节污泥电子调节阀的开度,在一混添加污泥水,总量控制在总加水量的85%~90%之间,其余的水量通过模型计算在二混添加。具体方式为:通过一混后皮带上的红外水分仪进行水分测量和电子皮带称对物料流量进行测量,主控室智能工对二混出口的水分目标值通过上位机进行设定,采用前馈-反馈方式进行控制,经过PLC内部计算出二混的加水量。混合料水分控制模型的控制流程见图1。
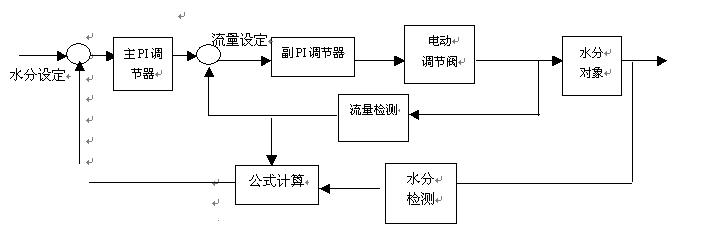
图1 混合料水分控制模型流程图
图1中的公式计算如下:
Msp%=(Wwater+Waddwater)/(Wdrymat+Wwater+Waddwater) (1)
其中:Msp%―目标水分值
Wwater―物料中原有的水分重量
Wdrymat―物料的干基重量(不含水分的重量)
Waddwater―要达到目标水分需加的水的重量对(1)式进行整理,就可以得到:
Waddwater=[ Msp%×Wdrymat+( Msp%-1) ×Wwater]/(1- Msp%) (2)
公式(2)得到了要达到目标水分值需要加入的水的重量。
公式(2)中的Wwater和Wdrymat是根据每一种物料流量与含水量分别进行计算得到的,如:
Wwater=(中和料中的水分+燃料水分-生石灰消化所需的水分+灰浆中的水)/(中和料总量+燃料总量+生石灰总量+灰浆重量) (3)
公式(3)给出了物料中水分计算的方法,对不同的配料配方可以遵照此思路计算,Wdrymat的计算同理。需要注意的是,这里采用的是每一种物料的瞬时计算值按工艺流程分时累计的结果,决不是将某一时刻各种物料的瞬时流量简单的相加。每种物料的水分来自于每种物料的水分化验值,这个值对于每一批物料,在没有下雨等其他因素的干扰下,一般可以认为是定值参与运算。
根据公式(2)和测量得到的物料水分以及物料流量值,并考虑到测量点到加水点的时间延迟后,进行系数修正,再根据特定的算法计算出二混要添加的水量(通过调整电子式电动调节阀开度),从而完成水分的控制。
该控制思路的适应性较好,同样可以在有热返矿、除尘灰集中分时排放的混合料加水系统中使用。
4 现场影响因素
MM710红外水分仪在我厂具体使用中,我们发现有某些现场因素对其测量精度有一定的影响。
1)烧结料配比,料堆料头,料尾发生变化对测量精度的影响。由于烧结料配比发生变化时,引起整个烧结料颗粒大小的变化,从而引起物料特性、表面水分与物料湿重比的变化,进而引起红外光反射强度的变化,而红外光反射强度的变化又引起测量值的变化,这样就影响了测量的精度。
2)一混清洗污泥泵过滤网,以及混合机由加污泥水切换至加工业清水时对测量精度的影响。红外水分仪测试物料的水分,是通过近红外光探测物质表面HO根含量来进行水分计算的。由于红外水分仪在现场标定是以一次混合机加污泥水为标准进行校正的,当混合机加水由污泥水切换至工业清水时,测量值会出现一个相应的偏差。出现偏差的原因是由于污泥水与工业清水对近红外光能量的吸收是不一样的,当污泥水与工业清水与烧结料充分混合后,在烧结料表面形成不同的薄膜,现场测量时由于工业清水与污泥水吸收能量的不同引起红外光反射能量的变化,从而引起红外水分仪测量值的变化。
这种测量偏差是在测量结果与实际值之间出现的一个固定偏差。针对这种情况,我们采取了两种方法加以修正:一是通过在操作界面中设置并下载不同的产品工作单;另一种是在主控室中修正水分目标值。经过近四个月的生产实践检验,证明这两种修正方法是行之有效的,保证了烧结生产的顺利运行。
5 MM710红外水分仪的应用效果
在一次混合机后安装MM710红外水分仪进行水分自动测量控制后,我们在现场进行了采样测定水分。即在二次混合机后对烧结料进行现场取样,并烘干测水,每次同时取4个样,时间持续一个月,以检验二次混合机后烧结料水分的稳定性。取其中三天的具体数据为例,列于表1。
表1 二混后混合料水分现场取样测定值
|
日期
|
二混目标值/%
|
烘箱测量值/%
|
|
3.31
|
6.5
|
6.1
|
|
|
|
6.6
|
|
|
|
6.2
|
|
|
|
6.7
|
|
4.10
|
6.8
|
6.5
|
|
|
|
6.4
|
|
|
|
6.7
|
|
|
|
7.0
|
|
4.22
|
6.6
|
6.3
|
|
|
|
6.6
|
|
|
|
6.5
|
由表1可以看出,使用MM710红外水分仪后,烧结混合料水分的控制与目标值相近,且相当稳定。烧结混合料水分完全实现了在线测量与控制,为稳定烧结生产创造了良好的条件。随着二次混合机后烧结料水分的稳定性的提高,烧结矿的品位、燃耗、产量都有了显著地提高(见表2)。
表2 各项指标在使用MM710红外水分仪前后的对比
时间 利用系数/ 转 鼓/ 固体燃耗/ 5-10mm粒级/ R稳定率/
t.m-2.h-1 % kg.t-1 % %
使用前 1.63 75.49 56.7 30.0 89.8
使用后 1.65 76.00 55.0 27.8 91.0
6 结 论
1)生产实践证明,MM710红外水分仪应用于生产后,各项指标稳定可靠,能准确及时地测定混合料中水的含量,响应时间及精度可以满足工艺要求。
2)该设备应用于生产后,可以与原有的烧结过程控制系统相匹配,从而使混合料水分控制模型得到完善,为生产稳定创造了条件。
3)整个系统投入后,因生产稳定,各项技术经济指标都有明显程度的提高。
4)因测量机理的原因,MM710红外水分仪易受配料比、料堆料头、料尾等的影响而造成测量精度偏差这一薄弱环节,应进一步从技术上予以解决。
THE ON-LINE MEASUREMENT AND CONTROL OF SINTER MIX MOISTURE IN JIGANG
Zhou Jun et al.
Abstract In order to realize the on-line measurement and control of sinter mix moisture, the MM710 moisture meter was adopted in JIGANG. In this paper, the principle of MM710 moisture meter was presented, and its application effect in JIGANG №1 sintering plant was emphasized.
Key words sintering, infrared ray moisture meter, control,
收稿日期:2004-06-24 联系人:周军(250101)山东 济南钢铁公司烧结厂。联系电话:0531-8867181





 京公网安备 11010702001705号
京公网安备 11010702001705号