长治钢铁(集团)有限公司烧结厂 李步星
摘 要 在我国冶金行业烧结混合料水分的测量与控制还处于一个使用、观察、比较的时期。现在生产线运行的测量方法很多,但难满足要示。重点介绍以MM710型红外水分仪为主要单元的红外测水自动控制系统。
Exploration of Moisture’S Control of Mised Sinter Material
Sintering Plant of Changzhi I&S(Group)Co.Ltd. Li Buxing
Abstract Moisture’S control and measure of mixed sinter material is still at elementary period in metallurgy wade,although there are many means of moisture’S measure,it is still difficult to meet the demand.The article stress in troduced the auto—control system of infrared ray Moisture’S
measure be made up of MM710 in frared ray Moisture apparatus.
Key Words sinter,moisture,the infrared moisture apparatus,auto—control
烧结混合料的水分测量与控制对烧结生产工艺十分重要,由于水分波动不仅会影响到设备(如主抽风机等)的寿命,因此如何可靠准确的测量和控制烧结混合料的水分成为稳定产品质量、提升生产率的关键技术。目前,水分的测量方法有电导法、中子法、红外线法等,根据市场考察与分析,十波长的红外线水分仪MM710能够有效解决此问题,并能实现自动化控制,以下介绍其基本原理及实现自动控制的方法。
1、MM710十波段水分仪的基本原理
红外MM710水分仪是根据水分对特定波长的红外光波线的选择吸收特性原理工作的,该系统主要由MM710探头、探头输出站、操作界面、取样遥读表、手提式界面、网卡、电脑显示软件(GV)等组成。
2、MM710水分仪的技术特点
2.1 MM710是一种可在内部进行所有测量计算的智能化仪器,它可以把精确的测量数据发送到计算机网络,适用于对产品的在线监测和生产过程控制。它可以利用少量的辅助元件,选择多种配置方案,使系统安全满足用户的不同要求。MM710还具有操作简便的特性,无论何时,都能方便地扩充更多探头和外围设备,这些设备只要通过简单的连接,便可加人MM710网络,自动地成为系统的组成部分。
2.2 MM710系统还可以配置成简单的单机系统,此单机系统还可以通过接口界面和一台或多台仪器一起与可以管理它们的当地操作界面连接。
系统可采用传统模拟输出,用现场总线或单一的DDE,通过探头输出接口与过程控制器相连。
2.3 智能化网络化
MM710除输出4mA~20mA、0~20mA、0~10V等模拟测量信号外,还有RS一232和各类现场总线(如Profibus、DeviceNet、Ethernet)接口,有利于实现网络化测控管理。
2.4 基于其测量原理,同时结合我们冶金烧结的工况环境。会出现以下影响其测量精度的因素:(1)空气中水蒸汽,(2)不规则的物料表面,(3)外界光源等等。
2.4.1 消除水蒸汽影响
众所周知,现场水蒸汽对水测量的影响一直是红外水分仪在烧结工艺上应用的一大障碍,MM710很好解决这个问题的途径是一提高滤光片精度、降低滤光片通带宽度,使水蒸汽影响得以消除。
2.4.2 变焦距聚光镜
24分格的变焦聚光镜可以使来自物料的反射光均匀地分布在探测器上,使探测器接收的反射光能量在很大范围内和测量距离无关。
2.4.3 消除外界光源的影响
由于MM710采用了多个不同波长的参考光,以用来消除或尽量减小各种外界光源的干扰,从而实现了全量程测量的线性化与准确性。
3、应用MM710实现自控的理论分析及系统组成
3.1 应用MM710实现自控的理论分析
在长钢烧结生产中,要求一混后的混合料的水分为8%±0.5,二混后的水分为8%±0.5。为了满足工艺要求,提高系统的精度,在自动控制系统方案中,一次混合加水采用单闭环控制,在一混后安装一台MM710十波段水分仪,检测到的信号经处理后,产生一个输出信号来调节阀门执行机构,若混合料低于或高于设定值,就会使阀门开大或关小,直到一次混合料水分满足要求为止。二次混合料水分采用反馈加前馈控制,在二混后安装两台MM7 10十波段水分仪,分别检测二混刚结束以及混合料到达烧结机前两上时刻的混合料水分,取它们的平均值作为二混水分反馈信号。其控制原理如图1所示。
图1中X为目标值,Y为输出值,Gf1(s)、Gf2(s)分别为一次、二次混合的测量反馈函数;Gr(s)为补偿装置的传递函数;G1(s)、G2(s)分别为一次、二次混合的前向通道的传递函数。
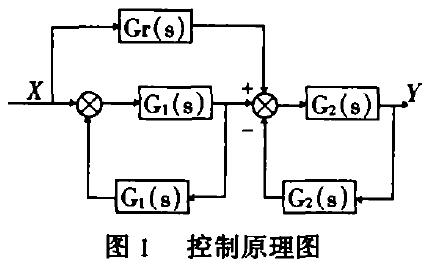
该系统对水分控制精度要求非常高,仅按偏差控制的负反馈控制系统难以实现,所以在二次混合引入顺馈控制,通过计算,只要使补偿装置的传递函数Gr(s)=[1+G2(s)·Gf2(s)-G2(s)·G3(s)]/G3(s)其中G3(s)=G1(s)/[1+G1(s)·Gf1(s)]
就可以使Y完全无误地实现控制信号X,其跟踪误并为零。也就是说,该系统完全有能力将混合料的水分含量控制在指定的范围之内。
3.2 系统组成
检测元件:探头
前馈装置:取样遥读表
转换控制单元:操作界面
执行机构:调节器及阀门
4 结语
通过理论分析,以MM710线水分仪为主要单元的红外测水自控系统完全能够适应烧结工艺要求,经过我国多个钢铁企业(韶钢、涟钢、首钢等)的使用,效果明显。
参考文献
1 谢绪恺.现代控制理论基础.沈阳:辽宁人民出版社。1984
第一作者简介:李步星 男,1964年生。1986年毕业于包头钢铁学院,现任长治钢铁(集团)有限公司烧结厂副厂长,工程师。
邮 编:046031





 京公网安备 11010702001705号
京公网安备 11010702001705号