�� �� ������ ��� �� ��
��1.�ֹɷݹ�˾������ 2.�������̩��ؼ�������˾��
����ժ Ҫ Ϊ���ȶ���������������������һ�ջ����ϵͳ��װ��һ��MM710��21CS����ˮ�ֲ���ϵͳ������ʵ���˶Ի����ˮ�ֵ�ȷ�ⶨ�����һ�ʵ���˶�ˮ�ֵ��Զ����ƣ��ٽ����������̵��ȶ�������ѭ����ʹ�ս�������ߣ������½������һ������˸�λ���˵��Ͷ�ǿ�ȣ�����˽Ϻõľ���Ч������Ч�档
�����ؼ��� ����ˮ�ֲ���ϵͳ �����ˮ�� ȼ������
1��ǰ��
���������ˮ�ֵ�ȷ�����Զ��������ս������в���ȱ�ٵĻ��ڣ��ս���ˮ�ֵ�����ȶ����ս���̵�˳�������Լ�ʵ���ս��������ʡ��ͺ�������Ҫ��Ϊ�ˣ������������������̩��ؼ�����˾��������һ�ճ����-4ϵͳ��װ��һ���ɸù�˾�������Ƶ�MM710��21CSˮ�ֲ�������ϵͳ��ʵ���˻����ˮ�ֵ����߲�ء�
������ˮ�ֲ��ϵͳ��2003��6��7�հ�װ��9��4��13:15����һ���λʵ��ˮ�������ͼ�ˮ�����Զ����ƣ�10��13��10:00��“N-90”��ɢ����ϵͳ����Ͷ������ʹ�á��������µ�Ӧ�ý��������MM710��21CSˮ�ֲ�������ϵͳ���м�������ȸߣ�ʹ�÷��㣬���ܿɿ����ŵ㡣ʹ�ú��ս������ϵͳ�䡢ͣ�ϴ�����Ϊ���٣��ս�������ߣ�����ȼ�ĺ�ú�������½���ȡ���˽Ϻõľ���Ч�档
2��MM710-21CSˮ�ֲ�������ϵͳ����ԭ��
����MM710-21CSˮ�ֲ�������ϵͳ�Ļ�������ԭ�����ǻ���ˮ�ֶ��ض������ĺ����ߵ�ѡ���������ԣ���ˮ�ּ���ǵĹ�Դ��������⣬�������˹��̺ͷ��侵��ƽ��ⷴ�䵽���������ϣ�����һ���ֺ���ⱻ���գ���һ���ֺ����ɢ����澵�۽������ת��Ԫ���ϣ��ܹ�Ԫ�������ź�ת���ɵ��źţ�����źŵĴ�С�뱻�����ϵĺ�ˮ���йأ�����źž��Ŵ任��ͳһ���ź�������ʾ����¼�����ƻ��������ϵͳ������ش�����ϵͳ�������Զ����ڷ���ʵ�ָ�ˮ�����Զ����ơ�
3��MM710-21CS����ˮ���ǵĴ��µ�
������ ���õ���������Ԫ�����ܻ�̽ͷ��
������ ����������ǿ���˹⾵��Ĥ������
������ ������ݣ����ϻ�������������������Ԥ���ƣ���װ/����ʱ�����·У�����ʸ������ǿ�ȸ���
������ ֱ����ˢ���ת�ٸߴ�ÿ����6000-8000ת����Ч����˼���ٶȣ��������ۺϿ�����������
������ �����������ɴ�10������������������ҵӦ�õĻ���Ӱ�졣
������ ������ռ��������ӳ�����ú�����ܣ���ǿ�������ȶ��ԡ�
���������ӹ������������侵����ǿ������ܡ�
������ LAPDOG������������ױ���ϸ����ʹ�������̽�����Ϸֲ������ȡ�
������ ������ȡ���������ԭ40����Բ�ܿ����ӵ�60���ף�������ȡ���ʡ�
������ �ڲ��������װ�ã�����ά���ɱ���
������ ������Ⱦ���װ�ã�������ˮ�����ͳ���������̽ͷ���ϴ�һ���̶�ʱ���Լ�ⷢ��Ӱ����ǰ������װ�û��Զ���ʾ��������Ա���Ըɾ���������У������������Ϊ�����Ժͷ��ա����п�����രʱ������������������֣�
������ ͳһ�ȶȸ�Ӧ����ʹ̽ͷ���ܹ����¶�Ӱ�죬ͬʱ�Զ���λ����˿��ֹ��������
4������ʹ��Ч��
����Ϊ�˿�������-4ϵͳ��װMM710-21CSˮ�ֲ�������ϵͳ���ʹ��Ч����������8�·��ս�����ָ����Ϊ�����ݣ�9��5����10��4����Ϊ�����ڣ����жԱȷ�����������������ս���������������ͬ��
����4.1 ��װˮ�ֲ�������ϵͳ�������淶�����������Է�չ
����MM710-21CSˮ�ֲ�������ϵͳͶ��ʹ���Ժ�����ˮ�ּ��ȷ�����ܹ��Զ����ƣ�ʹ�ս�ϵͳ�ĸ�λ�����������ڹ淶����������˳�С���������ˮ�ֲ�����������������ı䣨���ϣ��ͻ��ϣ�ͣ�ϣ��������Լ��٣��������������ȣ����ϴ�����178�μ��ٵ�
����108�Σ�������70�Σ�ͣ�ϴ�����378�ν��͵�195�Σ�������183�Σ�����1��

����4.2�սἼ��ָ��ı仯
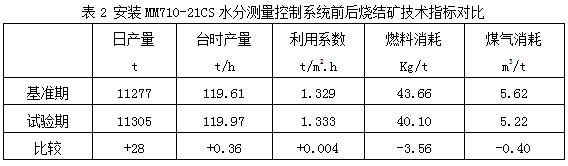
����ʵ�ֻ����ˮ���Զ����ƺ��ս����������ȶ����ս�������ߣ��������ƣ�ͬʱ���ڻ����ˮ�ֿ������ˣ��������ս�����ȴ��ݣ�ʹ�ս���ȼ�������½������������������ȣ��ս���ղ�������28t/d��ÿ���ս��Ĺ���ȼ�������½���3.56Kg/t�����ú�����Ľ�����0.4m3 /t��
����4.3�ս���ﻯָ��ı仯
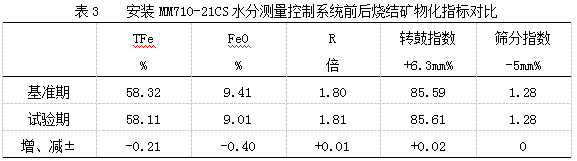
�����ս�����ˮ�ֿ������˺��ս�����ȴ�������ȶ��������������ã��������ս���̵Ĺ��෴Ӧ���ɱ�3�ɼ������ս����ˮƽ������ͬ�������£��������������ȣ��ս��FeO������9.41%���͵�9.01%��������0.4���ٷֵ㣻���ս���ת��ָ������û���½���ȴ������0.02���ٷֵ㣬�����ʵʩ���Ϸ�����ʮ�������ġ�
����4.4 ϵͳ�������ȿ��������ս�����Ҫ��
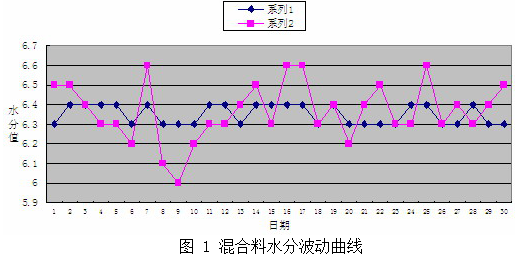
����MM710-21CSˮ�ֲ�������ϵͳ��������Ϊ±0.3%����2003��9��4��Ͷ���Զ����غ������ó����ˮ�ֺ�ɷ���MM710-21CSˮ�ֲ�������ϵͳ����ˮ�ֽ��бȽϵ�֪�������������ȫ�ﵽ���Ҫ����2003��9��5����10��4�յ�����ͳ������Ϊ�������ú�ɷ��ⶨ�Ļ����ˮ��ƽ��ֵΪ6.3%������MM710-21CSˮ�ֲ�������ϵͳ�ⶨ�Ļ����ˮ��ƽ��ֵΪ6.4%�����ֻ��0.1%����ȫ�ﵽ��ƺ�ʹ��Ҫ���Ա������ͼ1��
����4.5 �������㣬ʹ��Ч����
����MM710-21CSˮ�ֲ�������ϵͳ��һ�ջ����-4ϵͳӦ�ý������£�ʹ�ý�������������а�װ���Լ�����ʹ�÷��㣬���������ɿ���ˮ�ֵ���ȷ���ص㡣�ı��˴�ͳ��ƾ�辭�����жϻ����ˮ�ֺ����ķ��������Ƚ��ļ�������Ƽ���ȷ���ս�����ˮ�ֽ��вⶨ�͵��ڡ�������λ������ԱֻҪ����Ҫ���趨�����ˮ�ֵ�����ֵ���ÿ���ϵͳ�ͻ���ȫ�����Զ��������ڣ�ʹ�����ˮ�������ʱ���ھͿ��Դﵽ����Ҫ��Ϊ�ս����ʡ��߲����ͺĵ춨�˻�����ͬʱ�ִ��ļ����˸�λ���˵��Ͷ�ǿ�ȡ�
5�����������
�����ս�����ϵͳӦ��MM710-21CSˮ�ֲ�������ϵͳ�ⶨ�ս���ˮ�ֺ�������˻����ˮ�ֲⶨ��ȷ�ʣ�ͬʱ�ּ������ս����ˮ�ֵIJ�����ʹ�ս�����ȼ�Ϻ͵��ú�����ľ��в�ͬ�̶ȵĽ��͡����ݻ����������ڶԱȽ����ÿ���ս�����ȼ�����Ľ���3.56�K�����ú�����Ľ���0.4m3/t ���������ȼ��ÿ��230Ԫ/t�����ú��ÿ�����װ�0.26Ԫ/ m3���������ȼ�ĺ�ú���������ÿ���ս�ɴ�Ч�棺��3.56�K÷1000×230Ԫ/�֣�����0.4m3×0.26Ԫ/m3��=0.92Ԫ����һ�ճ���02����ս��401��ּƣ���ÿ��ɴ�����Ч�棺401���×0.92Ԫ/�� =370.04��Ԫ
6������
����1) �������̩��ؼ�����˾�������Ƶ�MM710-21CSˮ�ֲ�������ϵͳ�����Ի����ˮ�ֺ�������ȷ�ⶨ�����һ���ʵ��ˮ�ֵ��Զ����ƣ���ȫ����Ӧ�����ս�����ˮ�ֵ��������Զ����ڡ�
����2 ����һ�յ�����Ӧ�ý������������MM710-21CSˮ�ֲ�������ϵͳ�Ժ����ڻ����ˮ���ȶ����ٽ����������̵�����ѭ�����������ս�������������ߡ�
����3�����ø�ˮ�ֲ�������ϵͳ���ս�������ߣ�����ȼ�����Ľ���3.56�K/t�����ú������0.4m3/t,ÿ�����Լ����ȼ�Ϻ͵��ú�����ɴ�Ч��370.04��Ԫ��
����4��MM710-21CSˮ�ֲ�������ϵͳͶ������ʹ�ú����˹��˵��Ͷ�ǿ�ȣ�������Ͷ������ʣ���Ա��Ч����������������
����5������MM710-21CSˮ�ֲ�������ϵͳ���������ս��������ġ�
APPLICATION OF MM710—21CS INFRARED MOISTURE MEASUREMENT/CONTROL SYSTEM IN SHOUGANG No1 SINTERING PLANT
Guan Zeng et al.
Abstract The MM710—21CS infrared moisture measurement/control system was adopted in SHOUGANG No1 sintering plant to control mixture. The plant result shows that the measuring precision of this system can meet the need of sintering operation and the on-line moisture control can be came true. After this system was adopted, the sintering operation was further smoothed, the sinter output was increased , the fuel consumption was decreased and the working condition of operator was also improved ,and then the satisfactory benefit was obtained .
Key words infrared moisture measurement/control system, mix moisture , fuel consumption
[�����]�� �����У������ˣ����ս᳧ ����
���������У������ˣ����ս᳧������
������ϵ��ʽ�������� �������ɷ�����˾�ս᳧
�������룺100041
�� ����010-88295917���죩





 ���������� 11010702001705��
���������� 11010702001705��