The research and practice of the sintering mix moisture control
Guan Xianghua Wang Xingpu
(Sintering Plant, Jinan Iron and Steel Co.,Ltd.)
Abstract: The actuality of the sintering mix moisture control in domestic has been analyzed in the article. The fact that influence the moisture control has been introduced. The solution has brought forward and has good effect in practice.
Key words: sintering mix; moisture control; infrared moisture detector; balance of material
һ��ǰ��
�����ս�������һ�����ӵ�������ѧ���̣����ս������У������ˮ��������һ����Ҫ�IJ�����ˮ�ı�������������ʹ�ս�����С��������ˮ�ֵĴ�Сֱ��Ӱ���ս���̵����ԣ��ڻ���Ͽ�����������ŵ�ˮ�ֿ����������ã�ȼ��ʱ���ڿ�����ͨ����������ԡ�
��������ˮ�ֵ������������������������ʡ�����ˮ�ֹ������ս�������γɹ�ʪ����ʹ�ϲ��������ͬʱʹ��Դ������������ˮ�ֹ�С����Ӱ����������Ч����ֱ��Ӱ���ս���̵����ԡ����ԣ�һ��Ի����ˮ�ֿ��Ƶ�Ŀ����Ҫ���ֻ�����е�ˮ���ȶ���һ�������ս��ֵ��������Χ����̫��һ��Ϊ±0.5%���ڣ���ˮ�ֲ�������±1.0%ʱ���Ի���ϵij����ʼ����Ե��ȶ���Ӱ��ܴ�1����
������ˣ�ˮ�ֿ��Ƶ���Ҫ���Dz��Զ����ġ�����Ŀǰ�����ս���ҵ��ˮ�ֿ�������������IJ�����ã���������Ͷ��ջ����Ƶ�ϵͳ���࣬��Ҫ���ڵ������У�
����1�� ��Ϊ���ƵĻ����D�D�����ˮ�ֵ�������DZ�ѡ�����ѣ������ս��������ص㣬�繤����ֳ��۳���ˮ�����ࡢ�¶ȱ仯��������Ƥ���ϵķֲ����ȶ������ؾ�����ˮ�����������ѣ������ڻ����ˮ�ּ���Ϲ����Ѿ����õķ����У��絼��������ʧ�ط������ӷ��������߷��ȣ�����������IJ����ࣻ
����2�� �ڹ��ջ�����Ӱ��ˮ���ȶ������ع��࣬�磺�����ҵ��ŷš��ȷ����ʹ�õȻ��ڣ���ˮ�ֵ��ȶ��нϴ��Ӱ�죻
����3�� ����˼���ϴ��ڲ�࣬��Ȼˮ�ֵ����Ӵ�������������ƽ��ļ�������������ˮ�����ӵ��ͺ�ЧӦ��Ҫ����ʵ�ֻ����ˮ�ֵ��ȶ��������ѡ�
�����ø�90M2�ս�������ˮ�ֿ��Ƶ��о���ʵ��
�����ø�2̨90M2�ս���Ļ��Ϲ��հ���3�λ�ϣ�ÿ̨����3��ԲͲ��ϻ�����ˮһ����һ��Ͷ���ԲͲ��ϻ��ڽ��С�ԭ���Ĺ����dz����Ҷ�ʱ�伯���ŷţ��ȷ����ڶ���ǰ���ӣ��ټ���ˮ���������ӵĻҽ�����Щ�������ضԻ����ˮ�ֵ��ȶ�������������ѡ�
�����ڲ������ս���ļ�ˮ�����˹����ܼ�ˮ������Ҫȡ���ڲ������˵ľ���������ģ���ͬ�İ�Ρ���ͬ��ʱ��ˮ�ֵ��ȶ��̶ȴ��ڽϴ�IJ��죬���Ҳ��ܼ�ʱ��ˮ�ֵĶ�ʱ��IJ�������������
���������Щ���⣬����Ҳ���˴�����������Ҫ����ͨ��һ��������ϵͳ��ʵ��ˮ�����ӵ��Զ�������Ч���������롣
����2002��ø�ͨ���ͷ����������˾�������ڻ����ˮ�ֿ��Ʒ���չ���������о�����Ҫ�����¼��������֣�
2.1���ջ���
����������սṤ�չ����д��ڵ�Ӱ��ˮ���ȶ������ؽ��и��죬ȡ�����ȿ�ɸ����û�����ȷ�����һ��ˮ��Ӱ��ϴ�IJ������أ������ҽ��м����ƽ����ùܵ��������ҽ�����һ��ԲͲ��ϻ���������ˮ�����ӡ�����������ʩ��Ӧ�ã������˶�ˮ������Ӱ�����IJ������ء�
2.2����ϵͳ
����ˮ�ֿ���ʵ�����������ϡ����Ϲ���ϵͳ��ͬ���ƵĽ����������ij���ֲ����ڵ�ˮ�ּ������ӽ��п����Dz����ġ���ˮ�ֿ��Ƽ����г���ˮ�ֵIJ���ֵ�ͼ�ˮ��ˮ�����⣬����Ҫ����IJ����У�ÿһ�����ϵ�˲ʱ������ÿһ�����ϵ�ˮ�ֺ�����������˲ʱ������ϵͳ�����ڵ���ʱ�ȣ�����Щ�����IJɼ������ܼ�����һ���������Ҫ��һ�������ļ��������ϵͳ���ֱ�������������вɼ��Ϳ��ƣ����Ҷ���Щ�������ȶ�������ʵ��ˮ���ȶ����ӵ�ǰ�ᣬ���Ա���ˮ���������ľ��Ҳ�����Ϊ�ˣ�����������һ�������ĸ��������ս���̵ļ��������ϵͳ��
2.3ˮ�ּ��
�������ˮ���������һ���⣬ͨ����ѯ�������ڶ೧�ң������ǰ���ļ��ַ���������ͬ���ķ�����ͬ������������ʵ�ֵļ���ϸ���ϴ����Žϴ�IJ��졣ͨ�����ֳ��Բ�ͬ���Է�ʽ����ͬ�ij��ҵĶ�����飬��������ѡ����NDC��˾��MM710������ˮ���ǡ����������ˮ���������һ���⡣
MM710�ͺ�����ˮ���ǵIJ���ԭ���ǻ���ˮ�ֶ��ض������ĺ����ߵ�ѡ�����������ԡ�ͼ1Ϊ�乤��ԭ��ͼ
����ˮ���ǵĹ�Դ��������⣬�������˹��̺ͷ��侵��ƽ�йⷴ�䵽���������ϡ�����һ���ֺ���ⱻ���գ���һ���ֺ����ɢ����澵�۽������ת��Ԫ���ϣ��ܹ�Ԫ�������ź�ת���ɵ��źš�����źŵĴ�С�뱻�����Ϻ�ˮ���йأ�����źž��Ŵ任��ͳһ���ź�������ʾ����¼�����ƻ��������ϵͳ������ش�����
����MM710�ͺ�����ˮ����������������ˮ���ǵIJ�֮ͬ�����ڽ���˷۳���ˮ�����������¶ȡ���״��ˮ�ּ���Ӱ�죬�ﵽ�����սṤ�ջ����³��ڡ��ȶ����������е�Ҫ�����ֳ����еIJ�������Ϊ±0.3%��
�������ǵ�ʹ����������������ϵ���ȷ����ϴ�ĸı�ʱ����Ҫ�ǻ���ϵ�������ɷ�ʽ�仯ʱ����������ᷢ��ƫ�������ϵͳ������ͨ���ı�Ŀ��ˮ���趨ֵ��������������ȻҲ���Զ��DZ��IJ���������������������Ӱ��ˮ���Զ����Ƶ��������С�
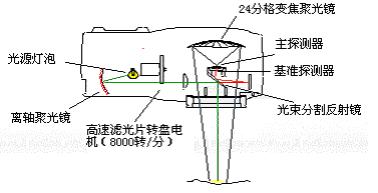
ͼ1 ������ˮ���ǹ���ԭ��ͼ
2.4���Ʒ���
����ˮ�ֵĿ���Ӧ�����ս�����ƽ���˼�롣�ɲ�ȡ�Ŀ��Ʒ����ǣ�ˮ�ֵ�������һ��Ͷ���ֱ���С��������������е�ˮ�֣��ڶ�һ������Ҫ�����ˮ���з����һ���ˮ���趨Ŀ��ֵ�����Ƽ����ˮ������һ����Ƥ���Ͻ���ˮ�ֺ����������IJ������Զ�����ڵ�ˮ��Ŀ��ֵ�����趨���ڶ������ǰ����������ʽ���п��ơ������ˮ�ֿ�������ͼ���£�
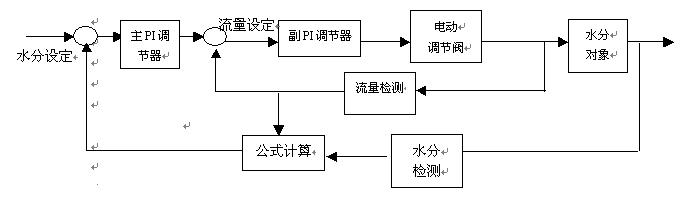
ͼ2 ����ˮ�ֿ�������ͼ
����һ��ˮ�ֿ���ϵͳ�ڻ���ϲ۶Ի����ˮ�ֽ��м�⣬������Ϊ�ڻ���ϲ۵�ˮ�ּ��ֻ�ǶԿ��ƽ����һ����֤����Ϊ���������ϵͳ����ϴӼ���ˮ���������ϲۣ����ϻ���ϲ۱��������ϵĴ�����ã��ͺ�̫�ʲ��˽��ò���ֵ���ڷ������ơ��ڿ���ϵͳ�ʽ�Ԥ����ŵ�����£����Բ�Ҫ�ü��㡣
ͼ2�еĹ�ʽ�������������ķ����õ���
Msp%=(Wwater+Waddwater)/(Wdrymat+Wwater+Waddwater)�D�D�D�D�D�D�D�D�D��1��
���У�Msp%�D�D�D�D�DĿ��ˮ��ֵ
Wwater�D�D�D�D�D������ԭ�е�ˮ������
Wdrymat�D�D�D�D�D�����еĸɻ�����������ˮ�ֵ�������
Waddwater�D�D�D�D�DҪ�ﵽĿ��ˮ����ӵ�ˮ�������ԣ�1��ʽ�����������Ϳ��Եõ���
Waddwater=[ Msp%×Wdrymat+( Msp%-1) ×Wwater]/(1- Msp%)�D�D�D�D�D�D��2��
��ʽ��2���õ���Ҫ�ﵽĿ��ˮ��ֵ��Ҫ�����ˮ��������
��ʵ��һ���ˮ�ֿ��ƾ���ͨ����ʽ��2������õ��ġ���ʽ��2���е�Wwater��Wdrymat�Ǹ���ÿһ�����������뺬ˮ���ֱ���м���õ��ģ��磺
Wwater�����к����е�ˮ�֣�ȼ��ˮ�֣���ʯ�����������ˮ�֣��ҽ��е�ˮ��/���к���������ȼ����������ʯ���������ҽ��������D�D�D�D�D�D�D�D�D��3��
��ʽ��3��������������ˮ�ּ���ķ������Բ�ͬ�������䷽�������մ�˼·���㣬Wdrymat�ļ���ͬ������Ҫע�����������õ���ÿһ�����ϵ�˲ʱ����ֵ���������̷�ʱ�ۼƵĽ���������ǽ�ijһʱ�̸������ϵ�˲ʱ��������ӡ�ÿ�����ϵ�ˮ��������ÿ�����ϵ�ˮ�ֻ���ֵ�����ֵ����ÿһ�����ϣ���û��������������صĸ����£�һ�������Ϊ�Ƕ�ֵ�������㡣
�ڶ��죬���ݹ�ʽ��2���Ͳ����õ�������ˮ���Լ���������ֵ���ڿ��ǵ������㵽��ˮ���ʱ���ӳٺ���ϵ�������������ض����㷨���������Ҫ���ӵ�ˮ�������ˮ�ֵĿ��ơ�
�ÿ���˼·����Ӧ�ԽϺã�ͬ�����������ȷ������Ҽ��з�ʱ�ŷŵĻ���ϼ�ˮϵͳ��ʹ�á�
����������
����ͼ3���ڼø�1���ս��ij��8�㵽����16���ˮ�ֿ������ߡ���ͼ���ֳ����������ϵͳ�������ݿ��вɼ����ֳ����������Զ����Ƶġ�����������һ��ֻ�������࣬������ˮ��������ԭ��ˮ�ֺ������������ȶ�������£�һ���ˮ�ֵIJ�����Ҫ����һ�������������IJ�����ɵģ���ͼ�п������ԵĿ������������ڹ�������ʱ��������״��һ���ԡ����������ӵ�ˮ�����ܹ��Ͳ���ˮ�ֽϺõĻ�����
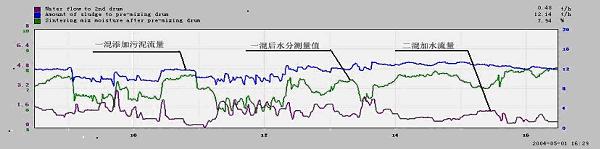
ͼ3 1���ս��ˮ�ֿ�������
�ġ�����
���������ˮ���Զ�����Ͷ��ʹ��3������������ͨ���ڶ����Ի����ˮ�ֽ���ʵ��ȡ�������������ˮ�ֵIJ�����±0.2%���ڣ���ȫ�ܹ�������������Ҫ������ʵ�����ս�����ˮ�����ӵ��Զ����ơ�ϵͳ�����ȶ��ɿ����õ��˲�����Ա���Ͽɣ�������һ�������ˮ��λ��Ա���Ͷ�ǿ�ȣ����ȶ��ս����ϵ�ˮ�֣�����ս�������������������á�
�ο���Ŀ��[1] ��ȡ�� ����̳ ����ʯ������ۼ����գ�ұ��ҵ������ 1989��
[2] ������ ������ �ս������ѧģ�����˹����� ���ϴ�ѧ������ 2002��
[�����]���廪(1970-)���У�ɽ�������ˣ�������ʦ����Ҫ���µ����Զ���רҵ�����ͼ�������������
������ϵ��ʽ��ɽ��ʡ������ ���ϸ����ɷ�����˾�ս᳧
�������룺250101
�绰��0531��8866771���죩
�ֻ���13188871582
E-Mail: guanxianghua@163.com





 ���������� 11010702001705��
���������� 11010702001705��