�������������뱱�����̩��ؼ�����˾����ͬ��2003��6��17����һ�ճ�������4ϵͳ��ͬ��װ��MMC-21ˮ�ֲ�������ϵͳ��9��4��13:15����һ���λʵ��ˮ�������ͼ�ˮ�����Զ����ƣ�10��13��10:00��“N��90”��ɢ����ϵͳ����Ͷ������ʹ�á��������µ�Ӧ�ý��������MMC-21ˮ�ֲ�������ϵͳ���м�������ȸߣ�ʹ�÷��㣬���ܿɿ����ŵ㡣ʹ��ǰ��Աȣ��ս������ϵͳ�䡢ͣ�ϴ�����Ϊ���٣��ս��������ӣ����ս��ȼ�����ĺ�ú�������½���ȡ���˽Ϻõľ���Ч�档
����Ӧ��MMC-21ˮ�ֲ�������ϵͳ���ս�������Ӱ��
����Ϊ�˿�������ϵͳ��װMMC-21ˮ�ֲ�������ϵͳ����ս�������Ӱ�죬������8�·��ս�����ָ����Ϊ���ڣ�9��5����10��4����Ϊ�����ڣ����жԱȷ�����������������ս���������������ͬ��
��������ˮ�ּ��ȷ����ʵ���Զ����ƣ�ʹ�ս�ϵͳ�ĸ�λ�����������ڹ淶����������ˮ�ֲ�����������������ı䣨���ϣ��ͻ��ϣ�ͣ�ϣ��������Լ��١�
������MMC-21ˮ�ֲ�������ϵͳ��ǰ���ս���ﻯָ��Ա�
| |
TFe% |
FeO% |
R/�� |
ת��ָ��+6.3mm% |
ɸ��ָ��-5mm% |
| ���� |
58.32 |
9.41 |
1.80 |
85.59 |
1.28 |
| ������ |
58.11 |
9.01 |
1.81 |
85.61 |
1.28 |
| ������± |
-0.21 |
-0.40 |
+0.01 |
+0.02 |
0 |
������2003��9��4��Ͷ���Զ����غ������ó����ˮ�ֺ�ɷ������ˮ���Dz�����ˮ�ֽ��бȽϵ�֪�������������ȫ�ﵽ���Ҫ��
���Ա��������ͼ
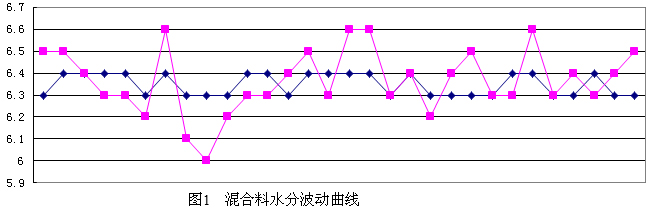
�������������
�����ս�����ϵͳӦ��MMC-21ˮ�ֲ�������ϵͳ�ⶨ�ս���ˮ�ֺ�������˻����ˮ�ֲⶨ��ȷ�ʣ�ͬʱ�ּ������ս����ˮ�ֵIJ�����ʹ�ս�����ȼ�Ϻ͵��ú�����ľ��в�ͬ�̶ȵĽ��͡����ݻ����������ڶԱȽ����ÿ���ս�����ȼ�����Ľ���3.56�K�����ú�����Ľ���0.4m3���������ȼ��ÿ��230Ԫ�����ú��ÿ�����װ�0.26Ԫ���������ȼ�ĺ�ú���������ÿ���ս�ɴ�Ч�棺
������3.56�K÷1000×230Ԫ/�֣�����0.4m3×0.26Ԫ/m3��=0.92Ԫ��
������һ�ճ���02����ս��401��ּƣ���ÿ��ɴ�����Ч�棺
����401���×0.92Ԫ/�� =368.92��Ԫ
��������
����1���������̩��ؼ�����˾�������Ƶ�MMC-21ˮ�ֲ�������ϵͳ�������Ի����ˮ�ֺ�������ȷ�ⶨ�����һ���ʵ��ˮ�ֵ��Զ����ƣ���ȫ��Ӧ�����ս�����ˮ���������Զ����ڡ�
����2������Ӧ�ý������������MMC-21ˮ�ֲ�������ϵͳ�����ڻ����ˮ���ȶ����ٽ��������̵�����ѭ�����������ս�������������ߡ�
����3��ʹ��MMC-21ˮ�ֲ�������ϵͳǰ��Աȣ��ս�������ߣ�����ȼ�����Ľ���3.56�K/t�����ú������0.4m3/t,ÿ�����Լ����ȼ�Ϻ͵��ú�����ɴ�Ч��370.04��Ԫ��
����4��MMC-21ˮ�ֲ�������ϵͳͶ������ʹ�ú����˹��˵��Ͷ�ǿ�ȣ�������Ͷ������ʣ���Ա��Ч����������������
����5���ս��������������ģ�ʹ��MMC-21ˮ�ֲ�������ϵͳ��ʧΪһ����Ч��;����





 ���������� 11010702001705��
���������� 11010702001705��